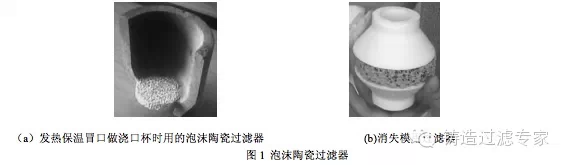
| 泡沫陶瓷过滤技术自 20 世纪 70 年代开始,经过三十多年的快速发展,产品种类已出现很多,如:碳化硅质、氧化锆质、氧化铝质等,应用方面也由最初的铝液过滤到铸铁、铸铜、铸钢等领域,(图 1 所示是发热保温冒口做浇口杯时所用的泡沫陶瓷过滤器和消失模用过滤器)。目前在国内泡沫陶瓷过滤器主要应用于汽车配件、柴油机配件、压缩机、风电铸件、高档机床铸件等,并在很大程度上提高了我国铸件的品质和竞争力,同时增加了铸造企业的利润。
1、泡沫陶瓷过滤器的过滤机理
(1)整流。紊流的金属液通过过滤器后会变为平稳的层流状态,避免金属液裹挟气体,减小金属液对型腔的冲刷,发挥浇注系统挡渣功能,避免二次氧化渣。
(2)机械筛分。金属液中存在着大量的氧化物夹杂、熔渣等大块杂质,通过选用合适孔径的泡沫陶瓷过滤器可以筛分掉大量的夹杂物。
(3)滤饼机理。泡沫陶瓷过滤由于具有三维立体器状结构,可以高效地机械挡渣,许多大于过滤器孔径的夹杂被捕获在过滤器入口处。随着捕获夹杂物数量的增多,在过滤器入口处形成了由大夹杂组成的“滤饼”。滤饼使液流变细,这样小于过滤器孔径的夹杂也被部分地捕获在“滤饼”上。
(4)吸附机理。泡沫陶瓷过滤器具有很大的比表面积,有利于吸附大量微细夹杂质点,这种吸附主要是分子间引力的物理吸附。
2、泡沫陶瓷过滤器的性能要求
(1)过滤器应具有良好的常温强度,在运输与操作过程中不掉渣;
(2)具有一定的高温强度,抗热震性和抗金属液冲刷能力;
(3)具有良好化学稳定性,不与合金液发生反应;
(4)具有合适的孔径、良好的透过合金液能力和过滤非金属夹杂能力;具有良好的外观质量:不变形、尺寸偏差小、孔径均匀且无堵孔现象。
3、应用泡沫陶瓷过滤器的经济效益
(1)使用过滤器能大幅度降低夹杂类缺陷;
(2)细化晶粒,提高铸件力学性能;
(3)改善铸件机械加工性能;
(4)提高铸件内在、外在质量;
(5)简化浇注系统,提高工艺出品率;
(6)减少加工余量、减少修补费用。
4、泡沫陶瓷过滤器的使用原则
4.1 泡沫陶瓷过滤器安放位置
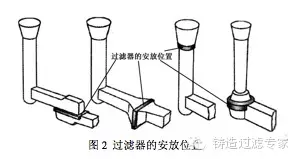
过滤器可放在浇注系统的任何位置,尽量靠近铸件,尽量减小金属液冲刷力。若型内孕育或型内球化,过滤器应放在反应室后面,过滤器应尽可能的靠近内浇道。常用几种放置方式,如图2。
4.2 泡沫陶瓷过滤器的选用
(1)高温下过滤器能承受金属液冲刷的时间是有限的,通常对过滤器单位面积过滤的金属液量加以限制,每平方厘米最大可过滤约为:灰铸铁 4 kg、球铁 2 kg、铸钢 1 kg。
(2)根据金属液的纯净程度、铸件材质等有所变化。一般灰铁选用 20 ppi、15 ppi 或 10 ppi 孔径;铸铜、球铁选用 10 ppi;铸钢选用 6 ppi、10 ppi 。
(3)过滤器厚度越大,强度越好,过滤器的深层过滤效率也越高,但其使用成本也越高,金属液通过率下降,泡沫陶瓷过滤器厚度 10―40 mm,大型铸件一般为 25―40 mm。
4.3 浇注系统的设计
(1)通过设定浇注系统各部分截面积比值来保证适宜的流速。在浇注系统中最小的截面积称为控流面积, 因为这一区域控制着金属液的流动速度。为减小过滤器对金属液流速的影响, 过滤器的过流面积应远大于浇注系统的控流面积。
(2)过滤器不应成为浇注系统的控流截面。因此推荐过滤器的面积至少是铸铁 2―4 倍、铸钢 4―6 倍的控流面积 。直浇道截面积颐横浇道截面积之和和内浇口截面积之和一般推荐为 1.0、1.1、1.2,采用开放式浇注系统。
(3)过滤器座的设计。过滤器须放在一定的过滤器座上(图 3),才能使过滤器安放方便和牢固可靠,在安放处的铸型支撑面上要做有圆角以防止冲砂(粘砂)。同时注意:上箱砂型对应过滤器四周要有3―5 mm 的压边,过滤器四周留有 1―1.5 mm 的间隙及集砂槽沟,以防掉落砂子,同时为防止合箱时压坏过滤器,其上表面应低于分型面 0.5―1 mm,大尺寸过滤器的支撑面宽度要求大于 10 mm。

5、泡沫陶瓷过滤器在金属液内的受力分析
无论过滤器放置在浇注系统的任何位置,都会受到金属液的流动冲击力,还要承受金属液的静压力:
(1)在浇口杯内主要是金属液的冲击力;
(2)在直浇道下端受最大的冲击力和金属液静压力;
(3)在横浇道处受较低的冲击力和较大的静压力;
(4)在内浇道处受最小的冲击力和较大的静压力。
6、泡沫陶瓷过滤器破碎现象分析
目前制作过滤器所用耐火骨料的熔点都远高于金属液温度,但由于选型及设计不当时过滤器有可能破碎,这主要有两个原因:
(1)因为过滤器耐火度不够,在高温金属液作用下软化,强度急剧下降,如果冲击力超过其承受的上限,过滤器就会局部破碎;
(2)过滤器抗热震性差,导致急冷急热时过滤器开裂造成破碎。如果碎片进入铸件,就可能使铸件报废,所以如何合理并安全有效地使用过滤器很重要。
7、避免泡沫陶瓷过滤器浇穿的措施
(1)根据铸件的具体工艺,有针对性地选择过滤器的种类和规格,尽量按低于过滤器承受上限设计尺寸,尽量分散放置于内浇道,使每个过滤器通过的铁液不超标;
(2)避免铁液集中通过过滤器一个部位,充分利用整个过滤器的过流;当过滤器只能放于浇口杯或直浇道下端时,可以把过滤器倾斜放于陶瓷座内,减小铁液冲击力;
(3)尽量选用大孔径过滤器,以免缩短浇注时间;
(4)大型铸件特别是风电件在超限使用时,还可采取以下安全措施:在泡沫陶瓷过滤器下面放直孔陶瓷片支撑;尽量做到连续放置不超过 3 片;有条件的建议适当预热过滤器到 100 度左右。
(5)初次使用过滤器或工艺改动一定要做生产验证,确认铸件满足质量要求、过滤器无破损后再投入正式批量生产。 |